
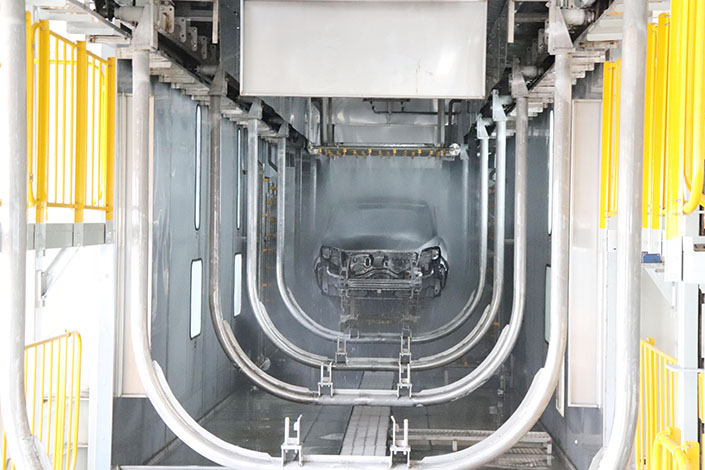
Barisan pengeluaran prarawatan jenis semburan

Prarawatan salutan termasuk nyahgris (degreasing), penyingkiran karat, memfosfatkan tiga bahagian.Phosphating adalah penghubung pusat, degreasing dan penyingkiran karat adalah proses penyediaan sebelum phosphating, jadi dalam amalan pengeluaran, kita bukan sahaja perlu mengambil kerja phosphating sebagai tumpuan, tetapi juga bermula dari keperluan kualiti phosphating, melakukan kerja yang baik sebagai tambahan kepada penyingkiran minyak dan karat, terutamanya memberi perhatian kepada pengaruh bersama antara mereka.
Degreasing derusting
Dengan perkembangan industri, perlindungan alam sekitar dan peningkatan keadaan kerja telah menjadi kebimbangan umum orang ramai.Oleh itu, keperluan perlindungan alam sekitar perlu diambil kira semasa memilih ejen.Oleh itu, pilihan ejen penyingkiran minyak memerlukan penyediaan yang mudah, keupayaan penyahkonfusian adalah kuat, tidak mengandungi natrium hidroksida, silikat, pengemulsi OP dan komponen lain yang sukar dibersihkan pada suhu bilik, mudah dicuci pada suhu bilik, tidak mengandungi toksik. bahan, tidak menghasilkan gas berbahaya, keadaan kerja yang baik.Pemilihan penghilang karat memerlukan kemasukan promoter, perencat kakisan dan perencat, boleh meningkatkan kelajuan penyingkiran karat, menghalang bahan kerja daripada lebihan kakisan dan embrittlement hidrogen, boleh menghalang kabus asid dengan lebih baik.Sangat layak untuk menghalang kabus asid, yang berlaku dalam proses kabus asid penjerukan, kakisan peralatan dan tumbuhan, bukan sahaja mencemarkan alam sekitar, dan boleh menyebabkan kerosakan gigi, kemerahan konjunktiva gigi, air mata, sakit, tekak kering, batuk dan gejala lain. , dengan begitu berkesan menghalang kabus asid, bukan sahaja keperluan perlindungan alam sekitar, atau demi kesihatan untuk keperluan pekerja.



Mencuci air
Mencuci selepas penyingkiran minyak dan penyingkiran karat, walaupun ia tergolong dalam proses tambahan sebelum mengecat, ia juga perlu menyebabkan perhatian yang mencukupi.Selepas penyingkiran minyak dan penyingkiran karat, permukaan bahan kerja mudah melekat pada beberapa surfaktan bukan ionik dan CL-.Jika bahan sisa ini tidak dibersihkan dengan teliti, ia boleh menyebabkan penipisan filem phosphating, kecacatan linear, dan juga phosphating.Oleh itu, untuk meningkatkan kualiti pencucian air selepas penyingkiran minyak dan penyingkiran karat, perlu melalui beberapa bilasan, dua bilas, masa 1-2min, dan kerap menggantikan air untuk memastikan nilai PH air antara 5-7 .
Memfosfatkan
Fosfat yang dipanggil, merujuk kepada bahan kerja logam selepas mengandungi rawatan penyelesaian asid dihidrogen fosfat, tindak balas kimia dan di permukaannya untuk menghasilkan lapisan filem fosfat tidak larut yang stabil, filem itu dipanggil filem phosphating.Tujuan utama filem phosphating adalah untuk meningkatkan lekatan salutan dan meningkatkan rintangan kakisan salutan.Terdapat banyak kaedah phosphating, mengikut suhu phosphating, boleh dibahagikan kepada phosphating suhu tinggi (90-98 ℃), phosphating suhu sederhana (60-75 ℃), phosphating suhu rendah (35-55 ℃) dan suhu biasa memfosfatkan.
Pasif
Teknologi pempasifan filem phosphating digunakan secara meluas di Amerika Utara dan negara-negara Eropah.Teknologi pasif adalah berdasarkan ciri-ciri filem phosphating itu sendiri.Filem phosphating adalah nipis, secara amnya dalam 1-4G /m2, maksimum tidak lebih daripada 10g/m2, kawasan liang bebas adalah besar, dan rintangan kakisan filem itu sendiri adalah terhad.Beberapa walaupun dalam proses pengeringan pada karat kuning pesat, selepas memfosfatkan rawatan tertutup pempasifan, boleh phosphating filem liang terdedah pengoksidaan logam, atau pembentukan lapisan pempasifan, phosphating filem boleh memainkan pengisian, pengoksidaan, membuat phosphating filem stabil dalam suasana.
Pengeringan filem fosfat
Pengeringan filem phosphating boleh memainkan dua peranan, dalam satu tangan, ia adalah untuk menyediakan proses seterusnya untuk mengeluarkan air di permukaan filem phosphating, sebaliknya, ia adalah untuk meningkatkan lagi rintangan kakisan filem itu. selepas salutan.
Untuk mewujudkan garis prarawatan salutan, reka bentuk proses mesti diselesaikan sebelum reka bentuk, pembuatan dan pemasangan peralatan bukan standard.Oleh itu, reka bentuk proses adalah asas kepada barisan pengeluaran, dan laluan yang betul dan munasabah akan memberi kesan yang baik terhadap operasi pengeluaran dan kualiti produk.
Digunakan untuk semua jenis lukisan bahan kerja, model lain boleh disesuaikan.
Produk Berkaitan
-

Barisan pengeluaran elektroforesis teksi kereta
Lukisan elektroforesis umumnya melibatkan empat proses serentak 1. Elektroforesis: di bawah tindakan medan elektrik arus terus, zarah koloid bercas positif dan negatif kepada negatif, pergerakan arah positif, juga dikenali sebagai berenang.2. Elektrolisis: tindak balas pengurangan pengoksidaan dijalankan pada elektrod, tetapi fenomena pengoksidaan dan pengurangan terbentuk pada ...
